海德专业生产高精密平面研磨机,平面抛光机,双面研磨机,双面抛光机,研磨液,抛光液,抛光皮,抛光垫,研磨盘,抛光盘,承接平面研磨抛光,镜面抛光加工
海德专业生产高精密平面研磨机,平面抛光机,双面研磨机,双面抛光机,研磨液,抛光液,抛光皮,抛光垫,研磨盘,抛光盘,承接平面研磨抛光,镜面抛光加工 免费打样,按客户的需求定制平面研磨抛光机,研磨液,抛光皮,研磨盘等.我们还会参与客户的生产,保证客户高效率的量产,与客户共同发展.
免费打样,按客户的需求定制平面研磨抛光机,研磨液,抛光皮,研磨盘等.我们还会参与客户的生产,保证客户高效率的量产,与客户共同发展. 承接各种材质平面抛光加工:手机抛光加工、铝合金抛光加工、不锈钢抛光加工、蓝宝石抛光加工、模具钢镜面抛光、陶瓷镜面抛光等加工服务
承接各种材质平面抛光加工:手机抛光加工、铝合金抛光加工、不锈钢抛光加工、蓝宝石抛光加工、模具钢镜面抛光、陶瓷镜面抛光等加工服务 如果您需要平面研磨抛光或镜面抛光加工,我司可免费打样。研磨抛光加工范围是:工件材质不限,直径或对角线≤470mm,厚度≤200mm。
如果您需要平面研磨抛光或镜面抛光加工,我司可免费打样。研磨抛光加工范围是:工件材质不限,直径或对角线≤470mm,厚度≤200mm。 在线沟通更便捷,只需描述加工要求(工件尺寸、材质、要加工的平面度或粗糙度),客服会解答您的疑问或邮寄相关资料。免费打样。
在线沟通更便捷,只需描述加工要求(工件尺寸、材质、要加工的平面度或粗糙度),客服会解答您的疑问或邮寄相关资料。免费打样。 在线客服沟通,方便、高效、快捷。我们还会参与到客户的研发生产中,帮助客户高效率的量产。
在线客服沟通,方便、高效、快捷。我们还会参与到客户的研发生产中,帮助客户高效率的量产。 根据行业技术发展,市场动态和行业分析整理制作出最热门相关研磨专题。
根据行业技术发展,市场动态和行业分析整理制作出最热门相关研磨专题。 海德人工作中积极主动,生活中也不凡情调。我们坚信:只有开阔视野和愉悦心情,才能在工作中游刃有余。
海德人工作中积极主动,生活中也不凡情调。我们坚信:只有开阔视野和愉悦心情,才能在工作中游刃有余。对模具镜面抛光具体的几种方法:
机械化学抛光
(1)手工操作机械抛光:是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。
(2)采用平面研磨机进行磨具镜面抛光
能够使用平面研磨机进行磨具抛光需要满足得一些条件:确定加工面为纯平面(可少许的弧度),工件直径或对角线≤470mm,厚度≤200mm;可以使用平面研磨机进行抛光;简单来说就是满足平面抛光条件。这样的抛光方法优点是:抛光速度快、良率高、适合大批量生产。以抛光模具钢为例,具体方法步骤:说起来有点复杂,具体细节可以参考模具钢镜面抛光
模具钢镜面抛光工艺流程通常是分粗磨、粗抛、精抛三步,如果是工件本身的平面度较好,可以跳过粗磨步骤。研磨液的选择是非常关键的,具体可以参照海德的研磨液介绍。
模具钢镜面抛光加工--粗磨
通过铁盘进行减薄工作,如果产品的平面度较差,需要研磨掉一定尺寸后才能达到一个平面,这无形中加重了其难度.所以合成铁盘的选择上要考虑到几点,就是铁盘要硬度较高,切削力较好的原因。
模具钢镜面抛光加工--粗抛
这道工序主要通过白皮进行粗抛并导角的过程。那在这个过程中有三点要注意:第一就是压重,压重太轻,铁盘的痕根本就抛不掉,具体压重量视工件硬度情况而定。第二就是这产品要导角,那么需要在白布下面垫上一块软皮,这样有助于导角,但是软皮不能太软.太软就没有切削力了。第三就是液体的选择了, 很多厂家提供的液体质量都太一般,根本无法实现短时间内即抛好的效果.这道工序也是重中之重,抛光好这道工序,那么离这产品成功的步骤也加快了..
模具钢镜面抛光加工--精抛
精抛虽然要求不是太难,但是也不易忽视.首先,这道工序容易产品小划伤,所以抛光皮,与抛光液质量上一定要得到保证,第二就是卫生条件了,要求员工一定要做好保养工作。
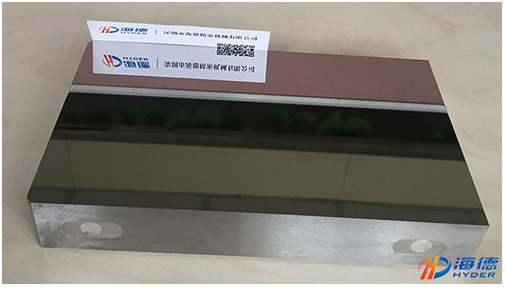
模具钢镜面抛光效果图:(磨具外形只须是平面抛光,可以不规则;海德承接磨具抛光加工,免费打样)

使用平面研磨机对模具钢镜面抛光加工的视屏
化学抛光
化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。这种方法的主要优点是不需复杂设备,可以抛光形状复杂的工件,可以同时抛光很多工件,效率高。化学抛光的核心问题是抛光液的配制。化学抛光得到的表面粗糙度一般为数10μm。
电解抛光
电解抛光基本原理与化学抛光相同,即靠选择性的溶解材料表面微小凸出部分,使表面光滑。与化学抛光相比,可以消除阴极反应的影响,效果较好。电化学抛光过程分为两步:
(1)宏观整平溶解产物向电解液中扩散,材料表面几何粗糙下降,Ra>1μm。
(2)微光平整 阳极极化,表面光亮度提高,Ra<1μm。
超声波抛光
超声波抛光是将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。
流体抛光
流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。
磁研磨抛光
磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到Ra0.1μm。